
- How can a sulfuric acid plant recover more thermal energy
Preface
With the rapid development of sulfur acid-making plants, sulfuric acid plants can not only provide sulfuric acid for downstream plants, but also continuously supply energy (steam). This steam can be used for both power generation and downstream facilities, thereby significantly reducing energy consumption. For an independent sulfur-based acid production plant, if steam is used for power generation, the electricity generated can not only meet the plant's own needs but also be output externally. Therefore, the heat energy recovery of the sulfuric acid plant has become the focus of our attention.
In the traditional three-tower absorption process, the sulfuric acid plant can only recover the heat from the combustion of sulfur and the heat energy generated by the conversion reaction of sulfur dioxide, with a total heat energy recovery rate of only about 65%. However, with the application of the low-pressure waste heat recovery process, the sulfuric acid plant can now recover most of the absorbed heat energy, thereby increasing the total heat energy recovery rate to over 92%. This significantly improves the utilization rate of thermal energy, but still nearly 8% of the thermal energy remains unused and needs to be carried away through circulating water. This not only consumes water resources but also increases the consumption of kinetic energy. Therefore, how to recover the remaining 8% of thermal energy has become the key direction of our discussion.
How to recover more thermal energy?
1. Take a certain 800,000-ton sulfur acid production plant as an example
This device is equipped with a waste heat recovery system. The dry suction adopts a two-tower and two-tank process. The desalinated water is heated through a low-temperature waste heat recovery preheater and then enters the deaerator. In winter, the acid volume of the secondary suction pump reaching the tower is 900m ³ /h, the acid temperature reaching the tower is 71.8℃, the acid temperature at the outlet of the secondary suction pump is 81.2℃, and the temperature difference between the inlet and outlet of the circulating water is 6℃. Through calculation, it can be obtained that The circulating water consumption of the secondary absorption acid cooler is 920m ³ /h. The temperature of the desalinated water is 25℃, and the temperature of the desalinated water entering the deaerator is 70℃. To heat the desalinated water to 104℃ in the deaerator, an additional 0.5MPa low-pressure steam of about 10.6T/h needs to be supplemented. If the secondary absorption acid cooler is changed into the first preheater for desalinated water, the temperature of the secondary absorption acid will be cooled by the desalinated water. The required temperature of 180m ³ /h desalinated water for the entire device will rise to about 55℃. Then, after being heated by the low-temperature waste heat recovery preheater, the temperature can reach 100℃. At this point, the deaerator only needs to be replenished with about 1.5T/h of steam to raise the temperature to 104℃. Through this adjustment, the circulating water was saved by approximately 900 cubic meters per hour, the risk of scaling in the secondary absorption acid cooler was reduced, energy consumption was lowered, and the deaerator saved 9 tons per hour of steam consumption, thereby increasing the steam production rate of the device.
2. Take the construction of an 800,000-ton sulfur acid production plant as an example
The original temperature of the deaerator was adjusted from 104℃ to 135℃, and the steam production pressure of the waste heat boiler was increased from 3.82MPa to 6.4MPa. Through preliminary estimation, it can be obtained that the medium-pressure steam production rate of the entire device can be increased from 1.2t/t acid to 1.3t/t acid, and the 6.4MPa steam also increases the power generation efficiency of the generator. In the dry suction process, the dried acid passes through the desalination water preheater for heat exchange and then enters the drying tower. The acid discharged from the drying tower is directly pumped into the secondary suction tower for absorption by the secondary suction pump. The absorbed acid then enters the drying circulation tank. No acid cooler is set for the secondary suction, and a series pipe is installed between the circulation acid tanks to balance the liquid levels of the two tanks. As shown in the following figure
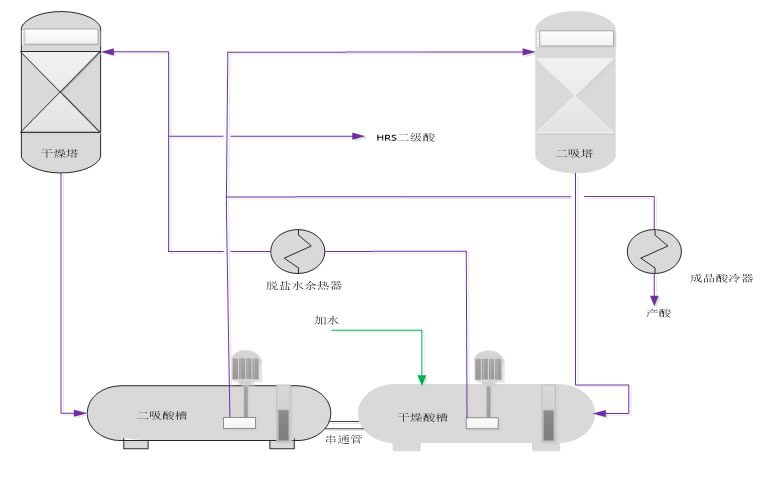
The steam production rate of low-temperature waste heat recovery remains unchanged. The total demand for desalinated water is approximately 190m ³ /h. It is calculated that for every 10℃ increase in desalinated water, the temperature of 800m ³ /h of drying acid and 110m ³ /h of secondary acid in the low-temperature waste heat system can be reduced by about 3.2℃. If the desalinated water waste heat exchanger heats the desalinated water at 25℃ to 80℃, the temperature of the drying acid can be reduced by 17.6℃. That is to say, the acid temperature of 90℃ in the drying circulation acid tank can be reduced to 72℃ and then enter the drying acid tower. In the high-humidity environment of summer, the temperature difference between the upper and lower towers of the drying is about 8℃ (the temperature difference will be even smaller in winter when the temperature is low and the humidity is low), that is, the acid temperature of the upper tower of the secondary absorption is about 80℃. When the device is at full load, the temperature difference between the upper and lower towers of the secondary absorption tower is about 9℃. The acid temperature in the lower tower is maintained at around 90℃. The acid produced by the low-temperature waste heat recovery can also be controlled within 90℃ through the low-temperature preheater, and the thermal balance can be maintained under extreme conditions in summer. Through this design, only the finished acid in the entire device requires a small amount of circulating water. If the heat of the finished acid is removed by other means or replaced by process water, the entire sulfuric acid device does not need to establish a circulating water system, and the heat energy recovery rate of the entire device will reach a new height.
Conclusion
This plan is a simple estimate. Li Zhenglai Company is committed to the construction of digital sulfuric acid. If you have any questions, please feel free to call for consultation.